

注塑成型光澤不良的問題,特別是作為外觀面的成型品中,外觀品質很重要,光澤不良是非常重大的缺陷。遇到此類問題的話應該如何解決呢,可以從注塑成型工藝和注塑模具本身兩個方面來考慮。
聚丙烯PP屬于結晶性產品,因模具溫度管理狀態的不同,成型收縮率也容易發生變化,需要加以注意。因熔融時的粘度較低,注塑模具制作時如果鑲件分割面間隙過大,容易出現毛刺,需要加以注意。聚丙烯是輕量、耐熱性良好的結晶性樹脂,也有半透明性等級。

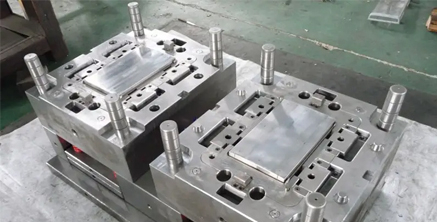
組裝分割的注塑成型模具鑲件時,管控的鑲件尺寸公差超差時,可能導致組裝時不能裝入孔中或出現較大間隙。管理類似零件之間尺寸公差的思路即為“配合”。 正如軸與軸承關系所代表的那樣,“配合”是管理軸形狀和孔形狀間隙容許尺寸公差的思路,分為如下所示的三種配合方法。

材料力學是推斷作用在注塑成型模具上的力會讓注塑模具零部件發生何種程度變形和破損的學科。下面我們將針對不同的作用力來分析作用于注塑模具零部件的力的基準強度。
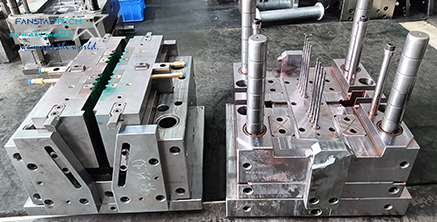
注塑成型模具的裝配過程中,是將設計、機械加工、精加工、表面處理等所有工序的結果集合在一起,因此各個工序中存在的設計錯誤、加工錯誤、零部件訂購缺漏等認為錯誤以及意外缺陷等也將會在這一工序中全部暴露出來。

掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!
注塑模具成型條件調整的優良與否,會影響到從模具中生產出來的注塑成型產品的品質。如果條件調整參數的調整范圍較大,則品質規格的變化范圍也會隨之增大,調整作業變得更加容易。一般說“模具質量好”的時候,往往是說這種條件調整的范圍很大。

聚乳酸樹脂注塑成型目前主要技術問題點有耐熱性低、流動性差、阻氣性低以及透明性不足的問題。目前,正在研究和開發各種方法來解決這些問題。比如,此外,為了克服流動性差的缺點,通過使用閥門澆口,使得薄壁成型產品的注塑成型也成為可能。
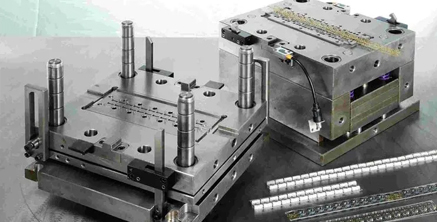
注塑模具支承柱如果在適當的位置配置,會發揮出極其有效的作用,使用支承柱進行輔助加固的方法也作為很好的經驗被廣泛使用。注塑模具支承柱是為增強動模支承板的剛度的而設置在動模支承板和動模座板之間的,起支承作用的柱狀形零件。
注塑成型模具模架是由上模座、下模座、導柱、導套構成的組件。上模一般是凸模,下模一般是凹模,若考慮凸模-凹模的關系,凸模-凹模通過固定銷安裝在模架導向上,由此來保持凸模-凹模的關系。
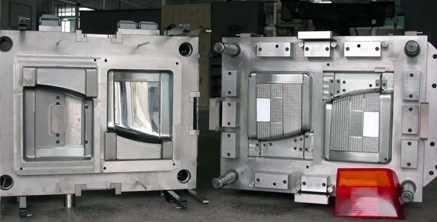
注塑成型模具嵌件結構能夠充分發揮其作用的成型產品有依靠普通滑動型芯等結構難以完成倒凹處理的成型產品、具有倒凹形狀但生產數量較少的成型產品以及試生產用成型產品。由于可以在一體成型產品中形成期望的倒凹形狀,所以當必須采用嵌件結構是一種很有效的手段。
注塑模具澆注系統指的是塑料熔融體從注射機的噴嘴出來后,到達模腔前在注塑模具中所流經的通道。澆注系統在模具幾大系統中最為重要。一般而言,注塑件尺寸大或者肉厚往往需要將澆道變粗。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


