
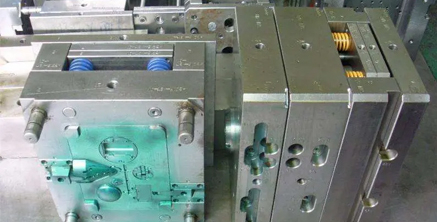
關(guān)于注塑模具腐蝕,重要之處在于,不僅要注意外側(cè)的功能,還要注意內(nèi)側(cè)的功能。由注塑成型材料產(chǎn)生的腐蝕成分和空氣中的水分會(huì)促進(jìn)鋼材表面的氧化,導(dǎo)致發(fā)生腐蝕。注塑模具型腔的耐蝕性取決于鋼材。
注塑模具滑動(dòng)型芯也會(huì)被氣體弄臟,所以需要將其拆開清洗。排氣口有可能出現(xiàn)流動(dòng)末端、困氣點(diǎn)的問題。細(xì)長管狀產(chǎn)品的模具,在嵌件內(nèi)部有噴泉狀的冷卻水管穿過,隨著時(shí)間的推移,噴嘴內(nèi)部會(huì)積聚污垢。

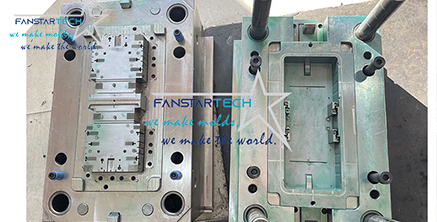
注塑模具比較常見的故障有動(dòng)定模偏移、頂桿彎曲,斷裂或者漏料、冷卻不良或水道漏水、導(dǎo)柱損傷以及定距拉緊機(jī)構(gòu)失靈等。下面我們將針對以上比較常見的故障進(jìn)行一一排除。
單純的對注塑模具成型件只有變形與錯(cuò)位的事例是較少的,大多數(shù)表現(xiàn)是變形與錯(cuò)位要索與障礙體、型孔與型槽和運(yùn)動(dòng)與干涉等要素?fù)胶显谝黄鸬那闆r。如何解決好注塑件的變形和錯(cuò)位的問題,是注塑模具設(shè)計(jì)人員必須注意和關(guān)心的問題。
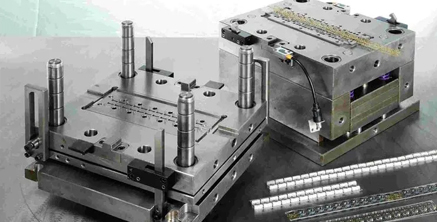
包膠模具(二次成型):兩種塑膠材料不一定在同一臺(tái)注塑機(jī)上注塑,分兩次成型;產(chǎn)品從一套模具中出模取出后,再放入另外一套模具中進(jìn)行第二次注塑成型。包膠模具在設(shè)計(jì)應(yīng)注意硬膠件的定位,需做到可靠的封膠,且在膠件上有反斜度孔,防止拉膠變形。
朱熹在《讀書之要》中說明讀書的方法就是要慢慢來,一點(diǎn)一點(diǎn)進(jìn)行。多讀幾遍,遇到問題多思考。讀書能使人收獲知識(shí)和智慧,因?yàn)椤皶凶杂悬S金屋,書中自有顏如玉”。范仕達(dá)人每日自我精進(jìn),只為更好服務(wù)客戶!

注塑模具成型變形產(chǎn)生的原因是收縮不均勻,有內(nèi)應(yīng)力等原因造成的;精密塑件尺寸一般較小,塑件壁厚較薄,有的還有許多薄筋。模具設(shè)計(jì)必須考慮在塑件不變形的情況下脫模,否則會(huì)導(dǎo)致脫模發(fā)生變形。
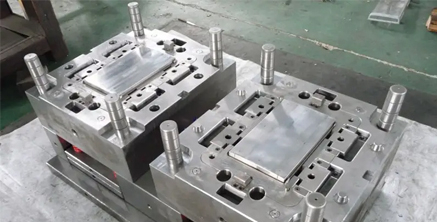
注塑成型模具析出硬化鋼變硬的原理,是通過稱為固溶處理的方法處理后,以軟質(zhì)狀態(tài)供應(yīng)鋼材。然后,在機(jī)械加工為型腔和型芯等零部件的形狀后,對其進(jìn)行加熱和自然冷卻。此時(shí),會(huì)出現(xiàn)名為時(shí)效硬化的現(xiàn)象,鋼材的硬度會(huì)自然提升。
注塑模具成型原料的管理牽涉到企業(yè)的利潤,注塑成型工廠的材料費(fèi)占比很高。甚至?xí)霈F(xiàn)材料費(fèi)在銷售單價(jià)中占據(jù)一半以上份額的情況。換句話說,對材料費(fèi)用的適當(dāng)管理,將直接帶來銷售額的增加或減少。
注塑成型材料的穩(wěn)定塑化對成型產(chǎn)品的質(zhì)量穩(wěn)定有著很大影響。為了開發(fā)出使用新型成型材料的注塑產(chǎn)品,不僅要考慮模具,注塑成型機(jī)的塑化結(jié)構(gòu)也要從一開始就納入考慮之中。在注塑成型機(jī)中將塑料材料熔融至可進(jìn)行注塑成型加工的狀態(tài),稱為塑化。在當(dāng)今的注塑成型機(jī)中,一多半是采用的螺桿在線方式的塑化設(shè)備。
由于注塑模具溫度必須保持在130~150℃,所以需要用油對模具進(jìn)行溫度調(diào)節(jié),或是利用筒式加熱器保溫。PPS樹脂聚苯硫醚的價(jià)格曾經(jīng)較為昂貴,不過最近由于批量化生產(chǎn)的緣故,已經(jīng)穩(wěn)定在一個(gè)合理的價(jià)格范圍內(nèi)。

韓愈在《師說》里已經(jīng)說明了拜師學(xué)藝的重要性,范仕達(dá)也特別注重師徒文化,希望通過師徒結(jié)對的方式讓我們的新員工能夠快速融入進(jìn)來,并且能夠?qū)W習(xí)到師傅的優(yōu)秀經(jīng)驗(yàn)快速上手,確保我們的模具品質(zhì)的高標(biāo)準(zhǔn)要求。
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢智能科技有限公司")
智能科技有限公司")



