
注塑模具排位是根據(jù)客戶產(chǎn)量、成型機(jī)等要求迅速地將模具結(jié)構(gòu),模具大小等在2D圖紙上畫出來而形成的圖紙。對(duì)結(jié)構(gòu)設(shè)計(jì)人員來說,如果能夠排布出注塑模具排位圖對(duì)把握模具報(bào)價(jià)將會(huì)很有幫助。

注塑模具以下情況下需要修改模具,也就是注塑模具的修改原則:1.正常生產(chǎn)中模具零件的磨損;2.生產(chǎn)異常造成的撞機(jī);3.塑料碎屑?jí)簼⒛>吡慵W⑺苣>邚S的設(shè)計(jì)錯(cuò)誤、加工錯(cuò)誤或者產(chǎn)品的設(shè)計(jì)變更則需要設(shè)計(jì)變更。
當(dāng)塑料熔體注入注塑模具型腔時(shí),如果型腔內(nèi)原有氣體、蒸汽不能排出將在制品上形成氣孔,接縫、外表輪廓不清,不能完全充滿型腔同時(shí)還會(huì)因氣體被壓縮而產(chǎn)生的高溫灼傷制件,使之產(chǎn)生焦痕。注塑型腔內(nèi)氣體被壓縮產(chǎn)生的反壓力會(huì)降低充模速度,影響注射周期和產(chǎn)品質(zhì)量。因此設(shè)計(jì)注塑模具時(shí)必須考慮排氣問題。
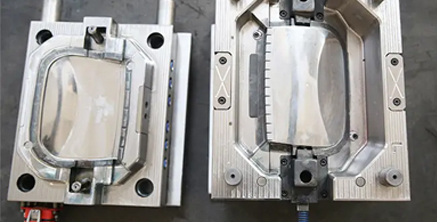
注塑模具兩板模一般是指在開模的過程中只分成了動(dòng)模側(cè)和定模側(cè)兩半的模具。注塑模具三板模就是在開模的過程中公母模先不分開,而是撥料板先和母模板分開撥料板將料頭從產(chǎn)品上脫開,然后公母模分開,頂出產(chǎn)品的模具。

注塑模具成型缺陷縮痕主要是針對(duì)有表面外觀要求的成型產(chǎn)品而言的,主要是指成型品表面因收縮而產(chǎn)生輕微凹陷的現(xiàn)象。注塑模具設(shè)計(jì)的時(shí)候可以考慮通過減小成形品的厚壁部分或者采用非結(jié)晶型樹脂來減少縮痕缺陷的產(chǎn)生。
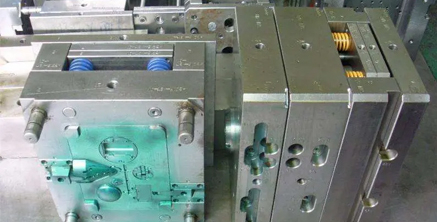
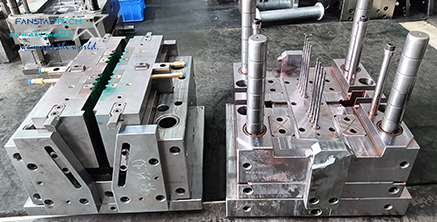
注塑模具由動(dòng)模和定模兩部分組成,動(dòng)模就是注塑完成準(zhǔn)備把產(chǎn)品頂出或取過之前,模具打開過程中運(yùn)動(dòng)的部分就是動(dòng)模,不動(dòng)的部分就是定模。立式注塑機(jī)上定模又稱為上模,在臥式注塑機(jī)上定模又稱為前模。相應(yīng)的,動(dòng)模又稱為下模、后模。定模也稱為凹模、母模,動(dòng)模的模仁相應(yīng)的是凸的,也稱為凸模、公模。產(chǎn)品所對(duì)應(yīng)的注塑模具結(jié)構(gòu)可能千變?nèi)f化,但是它們的基本結(jié)構(gòu)是一致的。
注塑模具成型透明塑料件的缺陷包括銀紋、氣泡、表面光澤差、震紋、泛白霧暈以及白煙黑點(diǎn)。下面將對(duì)各種不同的缺陷以及針對(duì)性的解決辦法做詳細(xì)的說明。當(dāng)然開塑料件開模注塑的也可以聯(lián)系我們!
注塑模具價(jià)格大約多少?直接說答案,一套用于批量生產(chǎn)的標(biāo)準(zhǔn)注塑模具2~5萬(wàn)是很正常的價(jià)格,而且這個(gè)價(jià)格一般是比較小的注塑模具并且結(jié)構(gòu)也相對(duì)簡(jiǎn)單。結(jié)構(gòu)比較復(fù)雜且注塑成品要求比較高的5~10萬(wàn)吧,結(jié)構(gòu)特別復(fù)雜并且注塑成品的精度及外觀特別高的10萬(wàn)~50萬(wàn)都有可能的。需要注塑模具報(bào)價(jià)的可以聯(lián)系我們!
精密注塑成型是指注塑制品的外型精度應(yīng)滿足嚴(yán)格的尺寸公差、形位公差和表面粗糙度。要進(jìn)行精密注塑必須有許多相關(guān)的條件,而最本質(zhì)的是塑料材料、注塑模具、注塑工藝和注塑設(shè)備這四項(xiàng)基本因素。
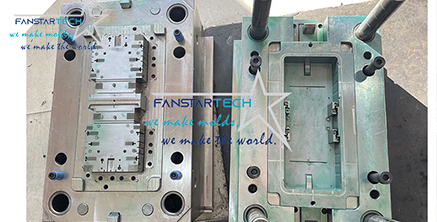
首先來回答大家比較關(guān)注的一個(gè)問題,雙色模具是前模一樣還是后模一樣?答案是后模是一樣的,前模是不同的,通過旋轉(zhuǎn)來實(shí)現(xiàn)雙色注塑。東莞雙色注塑模具廠家哪家好,東莞范仕達(dá)注塑模具廠是個(gè)不錯(cuò)的選擇,歡迎大家來圖交流詢價(jià)!
雙色注塑成型模具的技術(shù)工藝主要有型芯滑動(dòng)式雙色注射技術(shù)、脫件板旋轉(zhuǎn)雙色注射技術(shù)、收縮模型芯式雙色注塑技術(shù)以及型芯旋轉(zhuǎn)雙色注塑技術(shù)工藝等。下面我們將針對(duì)每個(gè)雙色模具技術(shù)做詳細(xì)的說明和介紹。
注塑模具包膠塑件缺膠是包膠注塑加工過程中比較常見的一種現(xiàn)象,缺膠除了會(huì)影響外觀,還會(huì)影響注塑件正常功能的使用。如果包膠注塑加工過程中,包膠模具溫度不穩(wěn)定勢(shì)必胡導(dǎo)致注塑件品質(zhì)不穩(wěn)定,不良率高。因此注塑模具包膠注塑缺膠處理辦法及溫度控制都尤為重要。
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢智能科技有限公司")
智能科技有限公司")



