

我們需要了解頂白的定義。頂白是指在注塑成型過程中,塑料熔體在到達注塑模具表面時未能完全填充模具型腔,形成一個空白區(qū)域。這種現(xiàn)象會影響產(chǎn)品的質(zhì)量和生產(chǎn)效率,因此需要采取措施進行預(yù)防和解決。

雙色鍵帽開模注塑
我們需要了解頂白產(chǎn)生的原因。頂白產(chǎn)生的原因主要包括以下幾個方面:
1.注塑模具設(shè)計不合理:模具設(shè)計不合理,如模具型腔表面不平整、模具型腔壁厚不均勻等,都會導(dǎo)致熔體在到達注塑模具表面時無法完全填充模具型腔,形成頂白。
2.材料選擇不當(dāng):選擇不適合注塑成型的材料,如熔點過高或過低、收縮率過大或過小等,也會導(dǎo)致頂白的產(chǎn)生。
3.工藝控制不當(dāng):注塑成型過程中,工藝控制不當(dāng),如溫度、壓力、時間等參數(shù)設(shè)置不合理,也會導(dǎo)致頂白的產(chǎn)生。
與注塑成型加工參數(shù)有關(guān)的原因與改良措施:
1、保壓太高 降低保壓
2、保壓時間太長 縮短保壓時間
3、保壓時間切換太遲 將保壓切換提前
4、冷卻時間太短 延長冷卻時間
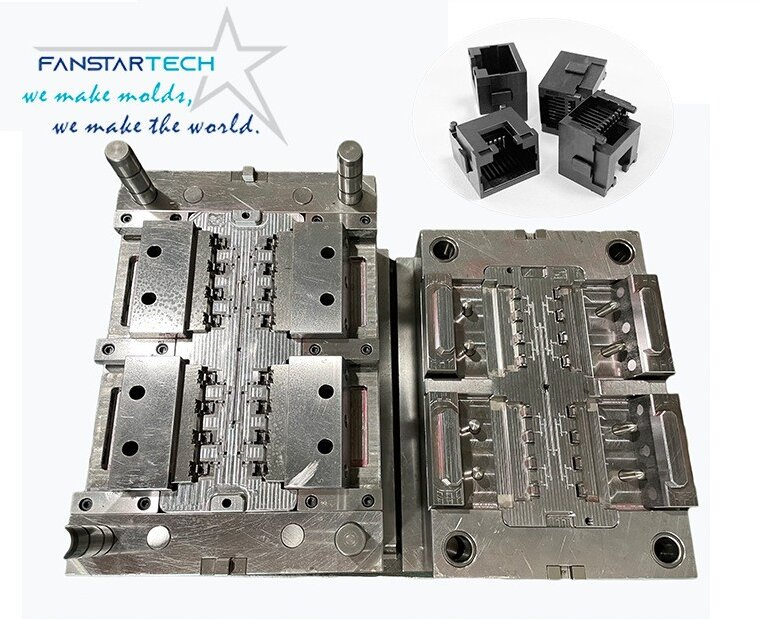
連接器注塑模具
與注塑模具設(shè)計有關(guān)的原因與改良措施:
1、脫模斜度不夠 按規(guī)格選擇脫模斜度
2、脫模方向上表面粗糙 對脫模方向上注塑模具進行拋光
3、頂出一側(cè)上形成真空型芯內(nèi)裝氣
范仕達模具資質(zhì)證書
注塑模具如果必須的脫模力太高或頂出桿的表面相對較小,此處的表面壓力會很高,發(fā)生變形最終造成頂出部位泛白。在制品面對噴嘴一側(cè),即在頂出桿位于模具頂出一側(cè)的地方發(fā)現(xiàn)應(yīng)力泛白和應(yīng)力升高的現(xiàn)象。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢


