

冷流道注塑工藝是指模具入口與產(chǎn)品澆口之間的部分。塑料在流道內(nèi)靠注塑壓力和其本身的熱量保持流動狀態(tài),流道作為成型物料的一部分,但并不屬于產(chǎn)品 。冷流道模具也叫傳統(tǒng)模具,和熱流道比就是沒得加熱裝置了,流道內(nèi)的料,后面要冷卻脫模。
冷流道注塑模具,按模板結構來分:兩板模,三板模;其他常見模具:雙色模,倒裝模。
兩板模的優(yōu)點:兩板模最為常見,其結構簡單,形式多樣,維護方便。兩板模澆口形式有直接進膠,側澆口(矩形,扇形),潛伏式澆口,牛角式澆口,搭接澆口等
兩板模的缺點:
兩板模除潛伏式和牛角式澆口外都需要后續(xù)加工去除澆口。

范仕達注塑模具
三板模就是在開模的過程中公母模先不分開,而是撥料板先和母模板分開,撥料板將料頭從產(chǎn)品上脫開,然后公母模分開,頂出產(chǎn)品的模具兩板模的一些變形,在三板模中也能夠應用,不過模具相對比較復雜。三板模的一個變形就是和兩板模的流道結合起來應用。
三板模的優(yōu)點:
三板模澆口形式只有點澆口。三板模在產(chǎn)品上留的澆口痕跡小。可以是無痕跡成型三板模澆口不用額外去除。
三板模的缺點:
三板模流道比較長,需要更長的冷卻時間,也就是需要更長的成型周期。三板模消耗物料多。三板模相對來說結構復雜。
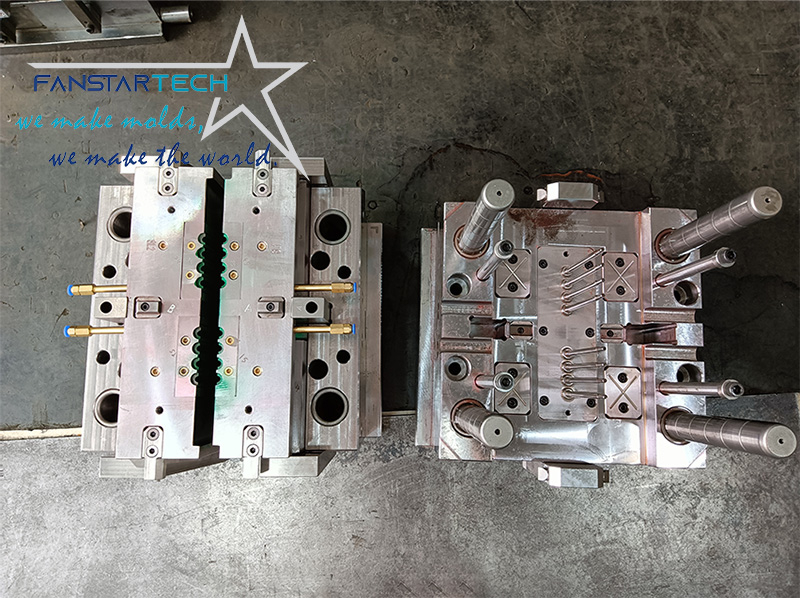
范仕達注塑模具
范仕達的使命是掌握注塑生產(chǎn)核心技術,從成品生產(chǎn)需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產(chǎn)和成品質(zhì)量優(yōu)!有需要注塑成型模具的歡迎聯(lián)系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


